ПРОЕКТЫ
-
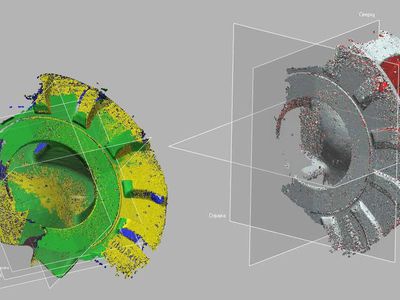 Реверс-инжиниринг и подготовка КД для ГРК Быстринское
Реверс-инжиниринг и подготовка КД для ГРК БыстринскоеВ 2020 году инженеры ООО "Эстрел Инжиниринг" выполнили крупный проект по реверс-инжинирингу в рамках импортозамещения запасных ча…
-
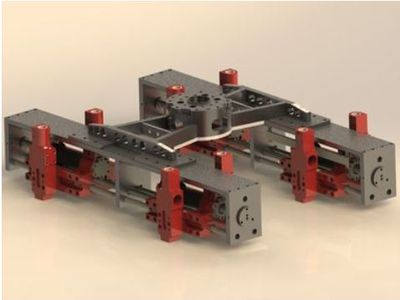
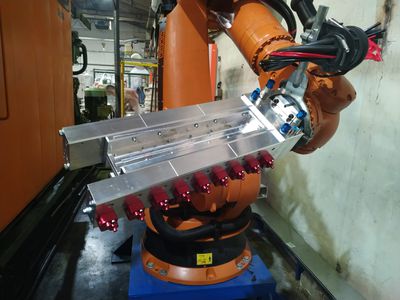 Высокотехнологичная оснастка для робота-манипулятора
Высокотехнологичная оснастка для робота-манипулятораВ сотрудничестве с нашими партнерами компанией ООО "Основа прогресса" изготовлена высокотехнологичная оснастка для робота-ма…
-
 Корпус редуктора для лодочного мотора
Корпус редуктора для лодочного мотораНашими сотрудниками был проведен комплекс работ по реверс-инжинирингу корпуса редуктора с внесением изменений в конструкцию корпуса в соотв…
-
 Механический захват для литых алюминиевых дисков
Механический захват для литых алюминиевых дисковВ рамках программы по импортозамещению, реализуемой в ООО «Эстрел Инжиниринг», проводятся работы по созданию аналогов различног…
-
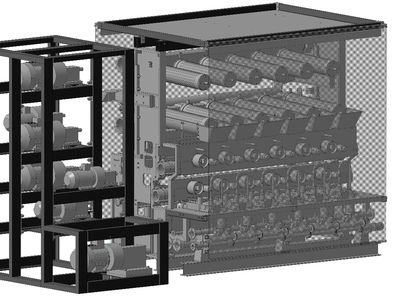
 Конвейер транспортировки листового металла
Конвейер транспортировки листового металлаВ результате проведения технологического аудита предприятия по производству листового металла инженеры компании выявили, что производственн…
-
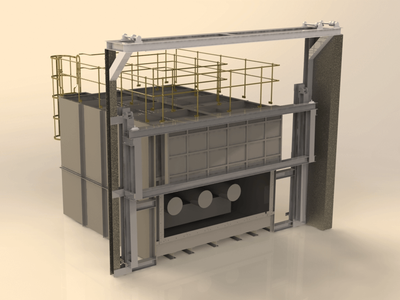
 Реверс-инжиниринг кузнечной печи
Реверс-инжиниринг кузнечной печиПеред специалистами ООО «Эстрел Инжиниринг» была поставлена задача смоделировать существующую печь отпуска круглых стальных сли…
-
 ПРЯДИЛЬНАЯ МАШИНА
ПРЯДИЛЬНАЯ МАШИНАПример предоставления услуг по комплексному реверс-инжинирингу с последующей модернизацией конструкции линии по производству арамидной нити.
-
 Литье полимеров на формах заказчика
Литье полимеров на формах заказчикаООО "Эстрел Инжиниринг" занимается, в том числе, и литьем полимеров на формах заказчика. Конкретно в этом случае нашим партнерам …
-
 Колпачки для автомобильных дисков
Колпачки для автомобильных дисковВо второй половине 2019 года заключен договор с производственной компании «Вектор» на поставку 700 000 пластиковых колпачков дл…
-
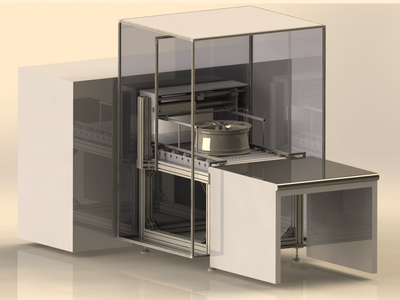 ЛИНИЯ МАРКИРОВКИ ДИСКОВ
ЛИНИЯ МАРКИРОВКИ ДИСКОВОборудование для лазерной маркировки дисков различных типоразмеров.
-
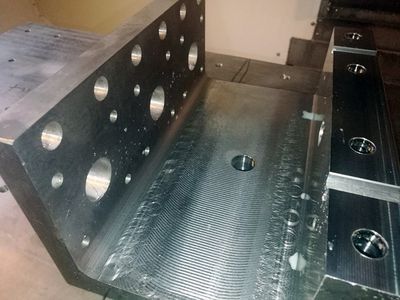
 ФОРМООБРАЗУЮЩАЯ ЧАСТЬ СОСТАВНОЙ ПРЕСС-ФОРМЫ ДЛЯ ТПА
ФОРМООБРАЗУЮЩАЯ ЧАСТЬ СОСТАВНОЙ ПРЕСС-ФОРМЫ ДЛЯ ТПАДанный проект заключался в изготовлении деталей для составной пресс-формы по чертежам заказчика в сжатые сроки. Перед специалистами компани…
-
 СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ
СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИОсновной задачей проекта являлось освоение процесса изготовления сварочного электрода для ультразвуковой сварке (УЗС) в кратчайшие сроки дл…
-
 МЕХАНИЗМ ОТКРЫТИЯ И ПРИЖИМА ДВЕРИ
МЕХАНИЗМ ОТКРЫТИЯ И ПРИЖИМА ДВЕРИДля кузнечной печи (стальные круглые слитки) разработан механизм открытия и прижима двери.
-
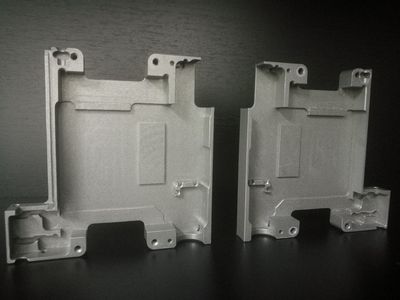 КОРПУС И КРЫШКА ДЛЯ ЭЛЕКТРОННОГО БЛОКА УПРАВЛЕНИЯ
КОРПУС И КРЫШКА ДЛЯ ЭЛЕКТРОННОГО БЛОКА УПРАВЛЕНИЯПеред специалистами компании стояла задача запуска мелкосерийного производства корпусов и крышек для электронных блоков управления.
-
 СТУПИЦА 3-Х ЛОПАСТНОГО ПРОПЕЛЛЕРА
СТУПИЦА 3-Х ЛОПАСТНОГО ПРОПЕЛЛЕРАОсновной задачей данного проекта являлось изготовление детали по примеру готового изделия.
-
 Изготовление крепления масляного насоса ДВС
Изготовление крепления масляного насоса ДВСПример изготовления единичного изделия по чертежам заказчика.
-
 Изготовление корпуса гидрозажима
Изготовление корпуса гидрозажимаПример изготовления единичного изделия по чертежам заказчика.